 Minotauromaquia
Minotauromaquia
De American Welding Society is opgericht in overeenstemming met de codes en vereisten van het Amerikaanse National Standards Institute, omdat lasproductie een zeer geavanceerde en technische wetenschap is geworden. Daarom moet een gecertificeerde lasser een competente industriële metaalverwerker zijn, zoals aangetoond door te voldoen aan de minimumvereisten en ervaring van een bekwame lasser. Deze handleiding behandelt enkele basisstappen om een lascertificeringstest met succes te doorstaan.
Deel een van de twee:
Voorbereiding op de test
-
 1 Bepaal welke lascertificering van toepassing is op het werk dat u wilt doen. In de VS zijn er veel federale en staatswetten en -regelgevingen en bestuursorganen die bepaalde bouwcodes, regels en normen voor lasfabricage afdwingen en vereisen.
1 Bepaal welke lascertificering van toepassing is op het werk dat u wilt doen. In de VS zijn er veel federale en staatswetten en -regelgevingen en bestuursorganen die bepaalde bouwcodes, regels en normen voor lasfabricage afdwingen en vereisen. -
 2 Leer de 6 grote lascategorieën waarop je getest zult worden. Hoewel er een groot aantal verschillende metaalfabricageprocessen en -technieken zijn, dekken de AWS-certificeringstests voornamelijk:
2 Leer de 6 grote lascategorieën waarop je getest zult worden. Hoewel er een groot aantal verschillende metaalfabricageprocessen en -technieken zijn, dekken de AWS-certificeringstests voornamelijk: - Afgeschermd metaalbooglassen - SMAW.
- Gasmetaalbooglassen - GMAW.
- Flux-boogbooglassen - FCAW.
- Gas Tungsten Arc Welding - GTAW.
- Oxy-fuel gas snijden en;
- Plasma boog snijden.
-
 3 Bestudeer en volg alle A.W.S. (American Welding Society) -normen (codes, specificaties, aanbevolen werkwijzen, methoden, handleidingen, enz.). De meeste soorten metaalproductie vallen onder een van de verschillende AWS-codes in de VS.
3 Bestudeer en volg alle A.W.S. (American Welding Society) -normen (codes, specificaties, aanbevolen werkwijzen, methoden, handleidingen, enz.). De meeste soorten metaalproductie vallen onder een van de verschillende AWS-codes in de VS. - ASME - Deze code bestrijkt dezelfde soort metaalproductie als AWS, maar wordt in de VS vooral gebruikt voor de productie van drukvaten en hogedrukleidingen.
- API - Deze code omvat de productie van lagedruk tanks en leidingen voor het transport en de opslag van brandstoffen en ruwe olie.
-
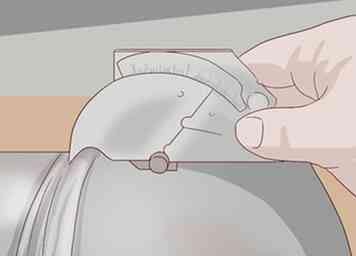
 4 Zoek een bijgewerkte kopie van de blauwdruk van de testplaat. Oefen elk type lassen (methoden, metalen, dikte) en alle lichaamspositionering, werkruimteverdeling en weersomstandigheden waarop u kunt worden getest.
4 Zoek een bijgewerkte kopie van de blauwdruk van de testplaat. Oefen elk type lassen (methoden, metalen, dikte) en alle lichaamspositionering, werkruimteverdeling en weersomstandigheden waarop u kunt worden getest. - De gebruikelijke staalplaatgroeftest voor de AWS D1.1-code bestaat uit twee platen met een hoek van 45 graden (22,5 graden afschuining op elke plaat).
- De schuine kanten worden tegenover elkaar geplaatst, waardoor er een opening van 1/4 "overblijft tussen de randen van de veer.
- Een steunplaat wordt geplakt op de achterkant van de twee platen om ze bij elkaar te houden terwijl de las voltooid is.
-
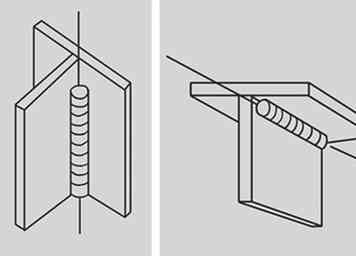 5 Master lassen van de twee moeilijkste posities en de dikste stalen plaat op de test. In de D1.1-test voltooi je gewoonlijk twee posities: verticale omhoog en bovenhoofdse posities.
5 Master lassen van de twee moeilijkste posities en de dikste stalen plaat op de test. In de D1.1-test voltooi je gewoonlijk twee posities: verticale omhoog en bovenhoofdse posities. - Als u voor beide tests slaagt, bent u gekwalificeerd in alle posities en als u de test voltooit met een 1 "dikke plaat, bent u gekwalificeerd van 1/8" tot een onbeperkte dikte.
-
 6 Oefen ijverig totdat elke las onberispelijk en continu uniform is. De meest voorkomende fouten worden gevonden bij het eerste visuele onderzoek.
6 Oefen ijverig totdat elke las onberispelijk en continu uniform is. De meest voorkomende fouten worden gevonden bij het eerste visuele onderzoek. - Hoewel de code discontinuïteiten mogelijk maakt, zoals ondersnijding, porositeit en andere problemen, zijn dit aanwijzingen die een onderzoeker zal gebruiken om het vaardigheidsniveau van de lasser te begrijpen, dus oefen totdat uw lassen zo perfect zijn als u ze kunt maken. Op deze manier, wanneer je de test daadwerkelijk uitvoert, ben je jezelf al moeilijker dan wie dan ook.
-
 7 Nodig uw meest kritische en perfectionistische vrienden uit om uw werk te nitpikken. Vertrouw niet op je ondersteunende vrienden; ze zullen je alleen excuses geven in plaats van je te helpen beter te worden.
7 Nodig uw meest kritische en perfectionistische vrienden uit om uw werk te nitpikken. Vertrouw niet op je ondersteunende vrienden; ze zullen je alleen excuses geven in plaats van je te helpen beter te worden. -
 8 Neem geen genoegen met een mooie oppervlaktelas. Een slechte las kan worden gemaskeerd om er sterk uit te zien. Als uw las een visuele inspectie doorstaat, is de volgende stap het uitvoeren van destructieve testen, ook wel de buigtest genoemd.
8 Neem geen genoegen met een mooie oppervlaktelas. Een slechte las kan worden gemaskeerd om er sterk uit te zien. Als uw las een visuele inspectie doorstaat, is de volgende stap het uitvoeren van destructieve testen, ook wel de buigtest genoemd. - Als de plaat die u las dikker was dan 3/8 ", dan zijn de teststrips 3/8" stroken die vanaf de las worden gesneden en naar de zijkant worden gebogen met het punt van maximale rek waar de las is.
- Als de plaat minder dan 3/8 "dik is, worden twee stroken gesneden uit elke plaat en deze worden gebogen met één plaat naar buiten en de andere eruit om elke kant uit te rekken.
- Er mogen geen scheuren, tranen, fluxinsluitsels of andere defecten zijn.
- Het moet buigen, net zoals een massieve staaf buigt.
 1 Bepaal welke lascertificering van toepassing is op het werk dat u wilt doen. In de VS zijn er veel federale en staatswetten en -regelgevingen en bestuursorganen die bepaalde bouwcodes, regels en normen voor lasfabricage afdwingen en vereisen.
1 Bepaal welke lascertificering van toepassing is op het werk dat u wilt doen. In de VS zijn er veel federale en staatswetten en -regelgevingen en bestuursorganen die bepaalde bouwcodes, regels en normen voor lasfabricage afdwingen en vereisen.  2 Leer de 6 grote lascategorieën waarop je getest zult worden. Hoewel er een groot aantal verschillende metaalfabricageprocessen en -technieken zijn, dekken de AWS-certificeringstests voornamelijk:
2 Leer de 6 grote lascategorieën waarop je getest zult worden. Hoewel er een groot aantal verschillende metaalfabricageprocessen en -technieken zijn, dekken de AWS-certificeringstests voornamelijk:  3 Bestudeer en volg alle A.W.S. (American Welding Society) -normen (codes, specificaties, aanbevolen werkwijzen, methoden, handleidingen, enz.). De meeste soorten metaalproductie vallen onder een van de verschillende AWS-codes in de VS.
3 Bestudeer en volg alle A.W.S. (American Welding Society) -normen (codes, specificaties, aanbevolen werkwijzen, methoden, handleidingen, enz.). De meeste soorten metaalproductie vallen onder een van de verschillende AWS-codes in de VS.  4 Zoek een bijgewerkte kopie van de blauwdruk van de testplaat. Oefen elk type lassen (methoden, metalen, dikte) en alle lichaamspositionering, werkruimteverdeling en weersomstandigheden waarop u kunt worden getest.
4 Zoek een bijgewerkte kopie van de blauwdruk van de testplaat. Oefen elk type lassen (methoden, metalen, dikte) en alle lichaamspositionering, werkruimteverdeling en weersomstandigheden waarop u kunt worden getest.  5 Master lassen van de twee moeilijkste posities en de dikste stalen plaat op de test. In de D1.1-test voltooi je gewoonlijk twee posities: verticale omhoog en bovenhoofdse posities.
5 Master lassen van de twee moeilijkste posities en de dikste stalen plaat op de test. In de D1.1-test voltooi je gewoonlijk twee posities: verticale omhoog en bovenhoofdse posities.  6 Oefen ijverig totdat elke las onberispelijk en continu uniform is. De meest voorkomende fouten worden gevonden bij het eerste visuele onderzoek.
6 Oefen ijverig totdat elke las onberispelijk en continu uniform is. De meest voorkomende fouten worden gevonden bij het eerste visuele onderzoek.  7 Nodig uw meest kritische en perfectionistische vrienden uit om uw werk te nitpikken. Vertrouw niet op je ondersteunende vrienden; ze zullen je alleen excuses geven in plaats van je te helpen beter te worden.
7 Nodig uw meest kritische en perfectionistische vrienden uit om uw werk te nitpikken. Vertrouw niet op je ondersteunende vrienden; ze zullen je alleen excuses geven in plaats van je te helpen beter te worden.  8 Neem geen genoegen met een mooie oppervlaktelas. Een slechte las kan worden gemaskeerd om er sterk uit te zien. Als uw las een visuele inspectie doorstaat, is de volgende stap het uitvoeren van destructieve testen, ook wel de buigtest genoemd.
8 Neem geen genoegen met een mooie oppervlaktelas. Een slechte las kan worden gemaskeerd om er sterk uit te zien. Als uw las een visuele inspectie doorstaat, is de volgende stap het uitvoeren van destructieve testen, ook wel de buigtest genoemd. Deel twee van twee:
Fouten vermijden
-
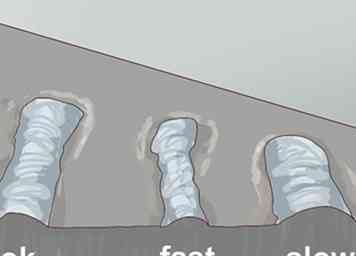 1 Ga niet te snel. Pas de toevoersnelheid van het vulmetaal, de diepte en de dikte van de las en de toegepaste warmte-intensiteit aan de snelheid van uw lassen aan.
1 Ga niet te snel. Pas de toevoersnelheid van het vulmetaal, de diepte en de dikte van de las en de toegepaste warmte-intensiteit aan de snelheid van uw lassen aan. -
 2 Voorkom verkeerde instellingen op de lasser. Controleer elk instrument dat u gebruikt dubbel en pas alle instellingen voor de juiste toepassing aan.
2 Voorkom verkeerde instellingen op de lasser. Controleer elk instrument dat u gebruikt dubbel en pas alle instellingen voor de juiste toepassing aan. -
 3 Voorkom oneigenlijke opslag, hantering en gebruik van lasmaterialen en -benodigdheden. Als u 7018 gebruikt, moet u de elektrode in een hengeloven houden om vocht uit de flux te houden.
3 Voorkom oneigenlijke opslag, hantering en gebruik van lasmaterialen en -benodigdheden. Als u 7018 gebruikt, moet u de elektrode in een hengeloven houden om vocht uit de flux te houden. -
 4 Neem de tijd om eventuele verontreinigende stoffen na elke passage te reinigen. Dit gebeurt het vaakst wanneer er flux achterblijft. Nee, de volgende pass zal het niet uitbranden.
4 Neem de tijd om eventuele verontreinigende stoffen na elke passage te reinigen. Dit gebeurt het vaakst wanneer er flux achterblijft. Nee, de volgende pass zal het niet uitbranden. -
 5 Zorg ervoor dat u fusie bereikt aan de zijkanten van de las. Vul volledig het gezamenlijke gebied in. Het zou een vloeiende overgang moeten zijn tussen metaal met vullassen en onedel metaal.
5 Zorg ervoor dat u fusie bereikt aan de zijkanten van de las. Vul volledig het gezamenlijke gebied in. Het zou een vloeiende overgang moeten zijn tussen metaal met vullassen en onedel metaal. -
 6 Lees de volledige instructies zorgvuldig door en controleer elke meting van de blauwdruk dubbel. Neem de tijd en knip één deel tegelijkertijd, zelfs als je hebt geoefend om dezelfde blauwdruk eerder te maken.
6 Lees de volledige instructies zorgvuldig door en controleer elke meting van de blauwdruk dubbel. Neem de tijd en knip één deel tegelijkertijd, zelfs als je hebt geoefend om dezelfde blauwdruk eerder te maken. - De blauwdrukmetingen van de testplaat kunnen enigszins zijn gewijzigd zonder voorafgaande kennisgeving.
-
 7 Gebruik gezond verstand en volg altijd de juiste veiligheidsprocedures.
7 Gebruik gezond verstand en volg altijd de juiste veiligheidsprocedures. -
 8 Inspecteer het hele werkgebied en de apparatuur, let goed op elektrische aansluitingen en veiligheidsrisico's.
8 Inspecteer het hele werkgebied en de apparatuur, let goed op elektrische aansluitingen en veiligheidsrisico's. -
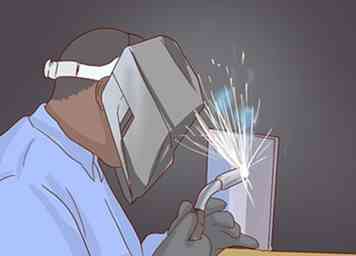
 9 Draag geschikte werkkleding die uw hele lichaam beschermt tegen gesmolten metaal, intense stralingswarmte, vonken en elektrische schokken.
9 Draag geschikte werkkleding die uw hele lichaam beschermt tegen gesmolten metaal, intense stralingswarmte, vonken en elektrische schokken. - Gebruik nooit flodderige of losse kleding. U werkt in een gevaarlijke omgeving met bewegende machines en elektrische gereedschappen, waar u gemakkelijk kunt worden uiteengereten of verbrand.
- Draag geen broeken, jasjes, schorten of overalls met blootliggende zakken, mouwen of kragen. U kunt ernstig letsel oplopen als een object of vonk van 2000 graden gesmolten metaal in uw kleding terechtkomt.
- Je wordt ook getest op veiligheidsprocedures en werkruimtetrouwheid.
-
 10 Reinig en plaats alle materialen en apparatuur op de juiste opslaglocatie voordat u uw werk ter inspectie aanbiedt.
10 Reinig en plaats alle materialen en apparatuur op de juiste opslaglocatie voordat u uw werk ter inspectie aanbiedt. -
 11 Succes!
11 Succes!
 1 Ga niet te snel. Pas de toevoersnelheid van het vulmetaal, de diepte en de dikte van de las en de toegepaste warmte-intensiteit aan de snelheid van uw lassen aan.
1 Ga niet te snel. Pas de toevoersnelheid van het vulmetaal, de diepte en de dikte van de las en de toegepaste warmte-intensiteit aan de snelheid van uw lassen aan.  2 Voorkom verkeerde instellingen op de lasser. Controleer elk instrument dat u gebruikt dubbel en pas alle instellingen voor de juiste toepassing aan.
2 Voorkom verkeerde instellingen op de lasser. Controleer elk instrument dat u gebruikt dubbel en pas alle instellingen voor de juiste toepassing aan.  3 Voorkom oneigenlijke opslag, hantering en gebruik van lasmaterialen en -benodigdheden. Als u 7018 gebruikt, moet u de elektrode in een hengeloven houden om vocht uit de flux te houden.
3 Voorkom oneigenlijke opslag, hantering en gebruik van lasmaterialen en -benodigdheden. Als u 7018 gebruikt, moet u de elektrode in een hengeloven houden om vocht uit de flux te houden.  4 Neem de tijd om eventuele verontreinigende stoffen na elke passage te reinigen. Dit gebeurt het vaakst wanneer er flux achterblijft. Nee, de volgende pass zal het niet uitbranden.
4 Neem de tijd om eventuele verontreinigende stoffen na elke passage te reinigen. Dit gebeurt het vaakst wanneer er flux achterblijft. Nee, de volgende pass zal het niet uitbranden.  5 Zorg ervoor dat u fusie bereikt aan de zijkanten van de las. Vul volledig het gezamenlijke gebied in. Het zou een vloeiende overgang moeten zijn tussen metaal met vullassen en onedel metaal.
5 Zorg ervoor dat u fusie bereikt aan de zijkanten van de las. Vul volledig het gezamenlijke gebied in. Het zou een vloeiende overgang moeten zijn tussen metaal met vullassen en onedel metaal.  6 Lees de volledige instructies zorgvuldig door en controleer elke meting van de blauwdruk dubbel. Neem de tijd en knip één deel tegelijkertijd, zelfs als je hebt geoefend om dezelfde blauwdruk eerder te maken.
6 Lees de volledige instructies zorgvuldig door en controleer elke meting van de blauwdruk dubbel. Neem de tijd en knip één deel tegelijkertijd, zelfs als je hebt geoefend om dezelfde blauwdruk eerder te maken.  7 Gebruik gezond verstand en volg altijd de juiste veiligheidsprocedures.
7 Gebruik gezond verstand en volg altijd de juiste veiligheidsprocedures.  8 Inspecteer het hele werkgebied en de apparatuur, let goed op elektrische aansluitingen en veiligheidsrisico's.
8 Inspecteer het hele werkgebied en de apparatuur, let goed op elektrische aansluitingen en veiligheidsrisico's.  9 Draag geschikte werkkleding die uw hele lichaam beschermt tegen gesmolten metaal, intense stralingswarmte, vonken en elektrische schokken.
9 Draag geschikte werkkleding die uw hele lichaam beschermt tegen gesmolten metaal, intense stralingswarmte, vonken en elektrische schokken.  10 Reinig en plaats alle materialen en apparatuur op de juiste opslaglocatie voordat u uw werk ter inspectie aanbiedt.
10 Reinig en plaats alle materialen en apparatuur op de juiste opslaglocatie voordat u uw werk ter inspectie aanbiedt.  11 Succes!
11 Succes! Facebook
Twitter
Google+