 Minotauromaquia
Minotauromaquia
Afgeschermd metaalbooglassen is het proces waarbij twee metalen stukken worden samengevoegd met behulp van een met flux bedekte elektrode die wordt gesmolten in een elektrische boog en een gefuseerd deel van de te lassen onderdelen wordt. Dit artikel beschrijft het gebruik van met flux gecoat lassen staven en een eenvoudig, transformatortype cracker doos lasapparaat.
Stappen
-
 1 Begrijp het proces van afgeschermd Metal Arc Welding. Een elektrische boog wordt gevormd aan het uiteinde van de lasstaaf wanneer een stroom over een luchtspleet loopt en gaat door het geaarde metaal dat wordt gelast. Hier zijn enkele van de termen en hun beschrijvingen gebruikt in dit artikel:
1 Begrijp het proces van afgeschermd Metal Arc Welding. Een elektrische boog wordt gevormd aan het uiteinde van de lasstaaf wanneer een stroom over een luchtspleet loopt en gaat door het geaarde metaal dat wordt gelast. Hier zijn enkele van de termen en hun beschrijvingen gebruikt in dit artikel: - Lasapparaat. Dit is de term die wordt gebruikt om de machine te beschrijven die 120-240 volt AC-elektriciteit omzet in lasspanning, meestal 40-70 volt AC, maar ook een bereik van DC-spanningen. Het bestaat meestal uit een grote, zware transformator, een spanningsregelaarcircuit, een interne koelventilator en een stroombereikkeuzeschakelaar. De term lasser is van toepassing op de persoon die het lassen uitvoert. Een lasmachine vereist een lasser om het te bedienen.
- Leads of lasdraden. Dit zijn de geïsoleerde koperen geleiders die de hoge stroomsterkte en laagspanningselektriciteit naar het werkstuk leiden dat wordt gelast.
- Hengelhouder, of prikkel is het apparaat aan het uiteinde van de kabel dat de elektrode bevat, die de persoon die lassen gebruikt om de lastaak uit te voeren.
- Grond- en grondklem. Dit is de leiding die het elektrische circuit afrondt of voltooit, en met name de klem die aan het werk is bevestigd om de elektriciteit door het gelaste metaal te laten passeren.
- Amperage, of amps. Dit is een elektrische term die wordt gebruikt om de elektrische stroom te beschrijven die aan de elektrode wordt geleverd.
- DC en omgekeerde polariteit. Dit is een andere configuratie die wordt gebruikt bij het lassen met een boog / elektrodesysteem, dat meer veelzijdigheid biedt, vooral bij bovenliggende lastoepassingen en voor het lassen van bepaalde legeringen die niet gemakkelijk lassen met wisselstroomspanningen. Het lasapparaat dat deze stroom produceert heeft een gelijkrichterschakeling of heeft de stroom geleverd door een generator en is veel duurder dan een typische AC-lasmachine.
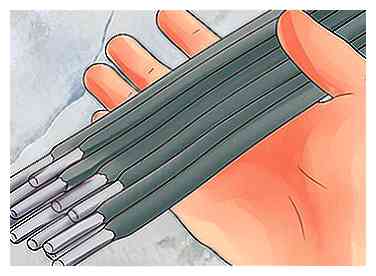
- Elektroden. Er zijn veel gespecialiseerde laselektroden, die worden gebruikt voor specifieke legeringen en soorten metalen, zoals gegoten of smeedbaar ijzer, roestvrij of chromolystaal, aluminium en gehard of koolstofstaal. Een typische elektrode bestaat uit de walsdraad in het midden bedekt met een speciale coating (flux) die brandt als de boog wordt gehandhaafd, zuurstof consumeert en kooldioxide produceert in het lasgebied om te voorkomen dat het basismetaal in de boog oxideert of wegbrandt vlam tijdens het lasproces. Hier zijn enkele gewone elektroden en hun toepassingen:
- E6011-elektroden zijn een zachtstalen elektrode met een coating van cellulosevezels. De eerste twee getallen in de identificatie van de elektroden zijn de treksterkte, gemeten in ponden per vierkante inch maal 1.000. Hier zou de opbrengst van de elektrode 60.000 PSI zijn.
- E6010-elektroden zijn een omgekeerde polariteitselektrode, die gewoonlijk wordt gebruikt voor het lassen van stoom- en waterleidingen, en zijn met name nuttig voor boven het hoofd lassen, omdat het metaal zijn positie behoudt terwijl het zich in een vloeibare toestand bevindt en in de smeltbad wordt getrokken door de stroom van de gelijkstroom uit de elektrode naar het werkstuk.
- Ander specifiek doel E60XX elektroden zijn beschikbaar, maar omdat E6011s als standaard worden beschouwd, worden staven voor algemeen gebruik en E6010s beschouwd als de standaard voor DC-lasverbindingen met omgekeerde polariteit, maar dit wordt in dit artikel niet uitgebreid behandeld.
- E7018-elektroden zijn lage waterstofmet flux gecoate stalen staven, met een hoge treksterkte van 70.000 PSI. Deze worden vaak gebruikt bij het assembleren van constructiestaal dat wordt gebruikt in de bouwsector en bij andere toepassingen waarbij een sterk vulmateriaal en een las met een hogere sterkte vereist is. Merk op dat, hoewel deze staven meer sterkte bieden, ze minder vergevingsgezind zijn met betrekking tot het bereiken van een schone, hoogwaardige las bij onjuiste stroomsterktes en met vuil (geroest, geverfd of gegalvaniseerd) staal. Deze elektroden worden lage waterstof genoemd vanwege elke poging om het waterstofgehalte te verlagen. Deze elektroden moeten worden bewaard in een oven met een temperatuur tussen 250 ºF en 300 ºF. Deze temperatuur ligt boven het water kookpunt van 212ºF op zeeniveau. Deze temperatuur houdt het vocht (dauw) (H2O) in de lucht tegen door het verzamelen van de flux.
- Nikkel, Castalloy, Ni-Rod-elektroden. Dit zijn speciale staven gemaakt voor het lassen van gegoten, ductiel of smeedbaar gietijzer en hebben meer opbrengst, om de uitzetting en samentrekking van het te lassen ijzermateriaal mogelijk te maken.
- Dissiminaire metalen staven. Deze staven zijn gemaakt van een speciale legering en geven betere resultaten bij het lassen van geharde, geharde of gelegeerde staalsoorten.
- Aluminium staven. Dit is een meer recente technologie en maakt booglassen van aluminium mogelijk met een conventionele lasmachine in plaats van een speciale gasafgeschermde draadaanvoerlasser zoals een MIG (metaal, inert gas) of TIG (wolfraam, inert gas) lasmachine, vaak aangeduid als als Heliarc lassen, aangezien helium het gas was dat werd gebruikt om de vlamboog tijdens het lassen af te schermen. De officiële namen gemaakt door de American Welding Society (AWS) voor dit booglassen zijn Shielded Metal Arc Welding (stick), Gas Tungsten Arc Welding (tig) en Gas Metal Arc Welding (mig).
- Elektrode maten. Elektroden zijn er in verschillende maten, gemeten door de diameter van het metalen midden van elke staaf. Voor zachtstalen staven, een diameterbereik van 1⁄16 inch (0,2 cm) tot 3⁄8 inch (1,0 cm) is beschikbaar en de gebruikte maat wordt bepaald door de stroomsterkte van de lasser en de dikte van het materiaal dat wordt gelast. Elke hengel presteert het best bij een bepaald stroombereik.Het selecteren van het juiste stroomsterktebereik voor een staaf van een bepaalde afmeting zal afhangen van het basismateriaal en de gewenste penetratie, zodat specifieke stroomsterkten alleen worden afgedekt voor het in dit artikel beschreven lassen.
- Veiligheids uitrusting. Een cruciaal onderdeel van veilig lassen is het hebben en weten hoe de juiste veiligheidsuitrusting voor de klus te gebruiken. Hier zijn enkele typische items die nodig zijn om veilig te lassen.
- Laskap (kap). Dit is het masker dat wordt gedragen om de persoon te beschermen tegen het lassen van de heldere flits van de boog en tegen vonken die tijdens het lassen worden geworpen. Standaardbooglassen zijn zeer donker getint, omdat blootstelling aan de boogflits kan leiden tot flitsverbranding van het netvlies van het oog. Een niveau 10 duisternis is het minimum voor booglassen. Laskappen met een lens opklappen was ooit de voorkeur, omdat de donkere lens kan worden opgetild en een afzonderlijke lens van helder glas de lasser beschermt tegen stukjes slak terwijl de las is afgestoken. De nieuwere zelfdovende lasafschermingen zijn het meest gewenste lasscherm dat nu wordt verkocht. Deze lasschermlens is zeer licht gekleurd voor slijpen en snijbranden. Als een boog wordt geraakt, verandert de automatische zelfdovende lens in een vooraf ingestelde tint van # 10. Nog nieuwer op de markt is de automatische zelf-verduisteringslens met variabele kleur.
- Lashandschoenen. Dit zijn speciale, geïsoleerde leren handschoenen die ongeveer 15,2 cm (15,2 cm) boven de polsen reiken en de handen en onderarmen van de lasser beschermen (het lassen van de persoon). Ze bieden ook beperkte bescherming tegen per ongeluk schokken als het lassen van de persoon per ongeluk in contact komt met de elektrode.
- Lassen van leer. Dit is een schortachtig leren jack dat de schouders en de borst van de lasser bedekt en wordt gebruikt voor werkzaamheden boven het hoofd waar vonken de kleding van de lasser kunnen doen ontbranden of brandwonden kunnen veroorzaken.
- Werk laarzen. Het lassen van de persoon moet een veterschoen van ten minste 15 inch (15,24 cm) dragen om te voorkomen dat vonken en hete slakken zijn voeten verbranden. Deze laarzen moeten isolerende zolen hebben die gemaakt zijn van een materiaal dat niet gemakkelijk smelt of verbrandt.
-
 2 Leer de stappen voor het maken van een succesvolle las. Lassen is meer dan een lasstaaf over een stuk staal slepen en het aan een ander lijmen. Het proces begint met het correct aanbrengen en beveiligen van de werkstukkenof metaal dat moet worden gelast, samen. Voor dikkere stukken wilt u mogelijk een afschuining slijpen, zodat volgende parels in de groef kunnen worden geplaatst om deze volledig te vullen met een solide las. Hier zijn de basisstappen voor het voltooien van een eenvoudige las.
2 Leer de stappen voor het maken van een succesvolle las. Lassen is meer dan een lasstaaf over een stuk staal slepen en het aan een ander lijmen. Het proces begint met het correct aanbrengen en beveiligen van de werkstukkenof metaal dat moet worden gelast, samen. Voor dikkere stukken wilt u mogelijk een afschuining slijpen, zodat volgende parels in de groef kunnen worden geplaatst om deze volledig te vullen met een solide las. Hier zijn de basisstappen voor het voltooien van een eenvoudige las. - Sla de boog. Dit is het proces van het creëren van een elektrische boog tussen de elektrode en het werkstuk. Als de elektrode de stroom eenvoudig laat passeren in het geaarde werkstuk, zal er niet voldoende warmte worden geproduceerd om metaal te smelten en te versmelten.
- Verplaats de boog om een te maken kraal. De korrel is het metaal van de smeltelektrode dat samen met gesmolten metaal uit het basismetaal stroomt om de ruimte tussen de stukken te vullen die door lassen worden verbonden.
- Vorm de lasrups. Dit wordt gedaan door de boog heen en weer over het laspad te weven in een zigzag- of figuur 8 beweging, zodat het metaal zich uitspreidt tot de breedte die u wilt dat uw afgewerkte lasnaad is.
- Knip en las de las tussen de passen. Elke keer dat u een slagen voor, of struikel je van het ene uiteinde naar het andere van je las, je moet het verwijderen slakof het gesmolten elektrode-fluxmateriaal vanaf het oppervlak van de lasrups, zodat alleen schoon gesmolten metaal de las op de daaropvolgende doorgang zal vullen.
-
 3 Verzamel de gereedschappen en materialen die je nodig hebt om te beginnen met lassen. Dit betekent de lasmachine, elektroden, kabels en klemmen en het te lassen metaal.
3 Verzamel de gereedschappen en materialen die je nodig hebt om te beginnen met lassen. Dit betekent de lasmachine, elektroden, kabels en klemmen en het te lassen metaal. -
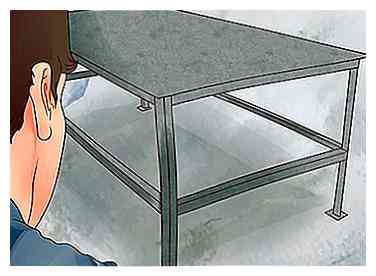 4 Stel een veilige werkruimte in, bij voorkeur met een tafel gemaakt van staal of ander niet-brandbaar materiaal. Om te oefenen, een paar stukken zacht staal, tenminste 3⁄16 inch (0,5 cm) dik zal werken.
4 Stel een veilige werkruimte in, bij voorkeur met een tafel gemaakt van staal of ander niet-brandbaar materiaal. Om te oefenen, een paar stukken zacht staal, tenminste 3⁄16 inch (0,5 cm) dik zal werken. -
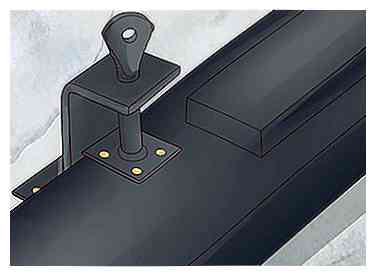
 5 Bereid het te lassen metaal voor. Als het metaal uit twee stukken bestaat die moeten worden samengevoegd in het lasproces, moet u dit mogelijk doen prep, of las prep door een schuine rand aan de zijkanten te slijpen die moeten worden samengevoegd. Dit zorgt voor voldoende doordringen van de lasboog om beide zijden in gesmolten toestand te smelten, zodat het vulmetaal door de doorsnededikte van het metaal bindt. Op zijn minst moet u verf, vet, roest of andere verontreinigingen verwijderen, zodat u tijdens het lassen met een schone plas gesmolten metaal werkt.
5 Bereid het te lassen metaal voor. Als het metaal uit twee stukken bestaat die moeten worden samengevoegd in het lasproces, moet u dit mogelijk doen prep, of las prep door een schuine rand aan de zijkanten te slijpen die moeten worden samengevoegd. Dit zorgt voor voldoende doordringen van de lasboog om beide zijden in gesmolten toestand te smelten, zodat het vulmetaal door de doorsnededikte van het metaal bindt. Op zijn minst moet u verf, vet, roest of andere verontreinigingen verwijderen, zodat u tijdens het lassen met een schone plas gesmolten metaal werkt. -
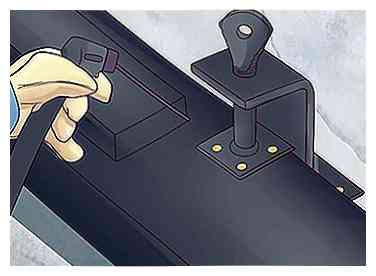
 6 Bevestig klemmen om uw metalen stukken bij elkaar te houden, indien nodig. De tangen van het vergrendelingstype, de klemmen "C", een bankschroef of veerbelasterklemmen werken meestal. Voor speciale projecten zult u merken dat u verschillende technieken moet aanpassen om de werkstukken te beveiligen totdat ze worden samengevoegd.
6 Bevestig klemmen om uw metalen stukken bij elkaar te houden, indien nodig. De tangen van het vergrendelingstype, de klemmen "C", een bankschroef of veerbelasterklemmen werken meestal. Voor speciale projecten zult u merken dat u verschillende technieken moet aanpassen om de werkstukken te beveiligen totdat ze worden samengevoegd. -
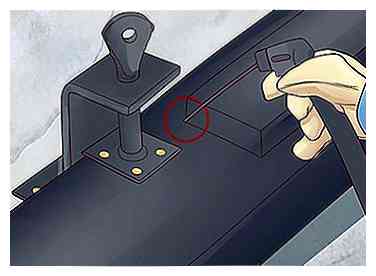
 7 Bevestig de grondklem aan het grotere stuk materiaal dat wordt gelast. Zorg ervoor dat er een schone locatie is, zodat het elektrische circuit kan worden voltooid met minimale weerstand op de grondlocatie. Nogmaals, roest of verf zal de aarding van uw werkstuk verstoren, waardoor het moeilijk wordt om een boog te maken wanneer u begint met lassen.
7 Bevestig de grondklem aan het grotere stuk materiaal dat wordt gelast. Zorg ervoor dat er een schone locatie is, zodat het elektrische circuit kan worden voltooid met minimale weerstand op de grondlocatie. Nogmaals, roest of verf zal de aarding van uw werkstuk verstoren, waardoor het moeilijk wordt om een boog te maken wanneer u begint met lassen. -
 8 Selecteer het juiste staaf- en stroombereik voor het werk dat u probeert. Als voorbeeld, 1⁄4 inch (0,6 cm) plaatstaal kan effectief worden gelast met een E6011, 1⁄8 inch (0,3 cm) elektrode, tussen 80 en 100 ampère. Plaats de elektrode in de elektrodehouder (hierna aangeduid als de prikkel) zorg ervoor dat het geleidende materiaal van de steekklem zich op het schone metaal aan het uiteinde van de elektrode bevindt.
8 Selecteer het juiste staaf- en stroombereik voor het werk dat u probeert. Als voorbeeld, 1⁄4 inch (0,6 cm) plaatstaal kan effectief worden gelast met een E6011, 1⁄8 inch (0,3 cm) elektrode, tussen 80 en 100 ampère. Plaats de elektrode in de elektrodehouder (hierna aangeduid als de prikkel) zorg ervoor dat het geleidende materiaal van de steekklem zich op het schone metaal aan het uiteinde van de elektrode bevindt. -
 9 Schakel uw lasapparaat in. U moet een zoemend geluid van de transformator horen. Het geluid van de draaiende ventilator kan wel of niet worden gehoord. Sommige lasmachineventilators werken alleen als de machine moet worden gekoeld.Als u dat niet doet, moet u wellicht het circuit dat uw stroom levert en de stroomonderbrekers in de paneeldoos controleren. Lasmachines hebben een aanzienlijk vermogen nodig om te werken, vaak een speciaal circuit met een vermogen van 60 ampère of meer bij 240 volt.
9 Schakel uw lasapparaat in. U moet een zoemend geluid van de transformator horen. Het geluid van de draaiende ventilator kan wel of niet worden gehoord. Sommige lasmachineventilators werken alleen als de machine moet worden gekoeld.Als u dat niet doet, moet u wellicht het circuit dat uw stroom levert en de stroomonderbrekers in de paneeldoos controleren. Lasmachines hebben een aanzienlijk vermogen nodig om te werken, vaak een speciaal circuit met een vermogen van 60 ampère of meer bij 240 volt. -
 10 Houd de stinger in je dominante hand door de geïsoleerde handgreep, met de stang in een positie zodat het slaan van het uiteinde ervan tegen de plaat die je aan het lassen bent zo natuurlijk mogelijk zal zijn. Houd uw lasscherm net hoog genoeg, zodat u kunt zien hoe de elektrode zich binnen een paar centimeter van het werkstuk bevindt, klaar om naar binnen te klappen om uw ogen te beschermen. Misschien wil je oefenen met het kloppen van de elektrode tegen het lasmetaal om de het gevoel hebben voordat je de stroom inschakelt, maar sla nooit een elektrische boog zonder uw ogen te beschermen.
10 Houd de stinger in je dominante hand door de geïsoleerde handgreep, met de stang in een positie zodat het slaan van het uiteinde ervan tegen de plaat die je aan het lassen bent zo natuurlijk mogelijk zal zijn. Houd uw lasscherm net hoog genoeg, zodat u kunt zien hoe de elektrode zich binnen een paar centimeter van het werkstuk bevindt, klaar om naar binnen te klappen om uw ogen te beschermen. Misschien wil je oefenen met het kloppen van de elektrode tegen het lasmetaal om de het gevoel hebben voordat je de stroom inschakelt, maar sla nooit een elektrische boog zonder uw ogen te beschermen. -
 11 Selecteer het punt waar u uw las wilt beginnen. Plaats de punt van de staaf er dichtbij en laat de laskap op zijn plaats vallen. U wilt kraan de punt van de elektrode tegen het metaal om het elektrische circuit te voltooien, trek het dan onmiddellijk een beetje terug, om een elektrische boog tussen de elektrodetip en het te lassen metaal te creëren. Een andere manier om een boog te slaan is als het slaan van een lucifer. Deze boogopening, of luchtruimte, creëert veel weerstand in het elektrische circuit, wat de boogvlam of het plasma en de warmte produceert die nodig zijn om de elektrode en het metaal aangrenzend aan het lasgebied vloeibaar te maken.
11 Selecteer het punt waar u uw las wilt beginnen. Plaats de punt van de staaf er dichtbij en laat de laskap op zijn plaats vallen. U wilt kraan de punt van de elektrode tegen het metaal om het elektrische circuit te voltooien, trek het dan onmiddellijk een beetje terug, om een elektrische boog tussen de elektrodetip en het te lassen metaal te creëren. Een andere manier om een boog te slaan is als het slaan van een lucifer. Deze boogopening, of luchtruimte, creëert veel weerstand in het elektrische circuit, wat de boogvlam of het plasma en de warmte produceert die nodig zijn om de elektrode en het metaal aangrenzend aan het lasgebied vloeibaar te maken. -
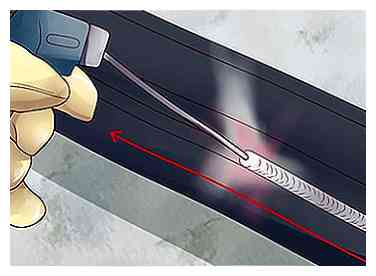
 12 Sla de elektrode tegen het oppervlak van het metaal en trek het iets naar achteren als je een elektrische boog ziet. Dit kost veel oefening, omdat verschillende elektrodendiameters en lasstroomsterkten een andere opening vereisen tussen de tip van de elektrode en het werkstuk, maar als u de opening stabiel kunt houden, zal er een continue elektrische boog optreden van de elektrode naar de werk stuk. Typisch zou de boogspleet niet groter moeten zijn dan de elektrodediameter. Oefen het stabiliseren van de boog door de elektrode ongeveer 1/8 tot 3/16 inch van het werkstuk te houden en begin dan te bewegen langs het pad dat u wilt lassen. Terwijl je de elektrode beweegt, smelt het metaal weg, vult het smeltbad en bouwt je je las.
12 Sla de elektrode tegen het oppervlak van het metaal en trek het iets naar achteren als je een elektrische boog ziet. Dit kost veel oefening, omdat verschillende elektrodendiameters en lasstroomsterkten een andere opening vereisen tussen de tip van de elektrode en het werkstuk, maar als u de opening stabiel kunt houden, zal er een continue elektrische boog optreden van de elektrode naar de werk stuk. Typisch zou de boogspleet niet groter moeten zijn dan de elektrodediameter. Oefen het stabiliseren van de boog door de elektrode ongeveer 1/8 tot 3/16 inch van het werkstuk te houden en begin dan te bewegen langs het pad dat u wilt lassen. Terwijl je de elektrode beweegt, smelt het metaal weg, vult het smeltbad en bouwt je je las. -
 13 Oefen het reizen over het pad van uw las met de elektrode totdat u een consistente boog kunt behouden, met een constante snelheid beweegt, en in lijn met het pad dat u wilt lassen. Wanneer u het beheersen van de boog onder de knie hebt, begint u te oefenen met het leggen of het opbouwen van de lasrups. Dit is de aanbreng van metaal dat de twee stukken verbindt die u aan elkaar las. De techniek die u gebruikt voor het leggen van uw kraal hangt af van de breedte van de opening (als die er is) die u opvult en van de diepte die u wilt dat de lasnaad binnendringt. Hoe langzamer u de elektrode beweegt, hoe dieper de las in de metalen werkstukken zal gaan en hoe meer u een brede baan maakt, hoe meer u zigzagt of de tip van de elektrode verwijdt, hoe breder de kraal die u gaat opleggen.
13 Oefen het reizen over het pad van uw las met de elektrode totdat u een consistente boog kunt behouden, met een constante snelheid beweegt, en in lijn met het pad dat u wilt lassen. Wanneer u het beheersen van de boog onder de knie hebt, begint u te oefenen met het leggen of het opbouwen van de lasrups. Dit is de aanbreng van metaal dat de twee stukken verbindt die u aan elkaar las. De techniek die u gebruikt voor het leggen van uw kraal hangt af van de breedte van de opening (als die er is) die u opvult en van de diepte die u wilt dat de lasnaad binnendringt. Hoe langzamer u de elektrode beweegt, hoe dieper de las in de metalen werkstukken zal gaan en hoe meer u een brede baan maakt, hoe meer u zigzagt of de tip van de elektrode verwijdt, hoe breder de kraal die u gaat opleggen. -
 14 Houd de boog vast terwijl u langs de las beweegt die u maakt. Als de elektrode tegen het metaal slaat en vast komt te zitten, trekt u met de stinger tegen de staaf los, hetzij van de steekklem of het lasmetaal. Als de boog verloren is gegaan omdat u de elektrode te ver van het oppervlak van het metaal beweegt, stop dan het proces en reinig de slak van de plek die u aan het lassen bent, dus wanneer u de boog opnieuw aantrekt om door te gaan, zal er geen slak in het lasgebied zijn om de nieuwe las te vervuilen, begint u vanaf de plaats waar de boog verloren of gebroken was. Leg nooit een nieuwe kraal over bestaande slakken, omdat dit materiaal in het boogplasma zal smelten en door de nieuwe laag metaal die u plaatst, borrelen, resulterend in een zwakke en vuile las.
14 Houd de boog vast terwijl u langs de las beweegt die u maakt. Als de elektrode tegen het metaal slaat en vast komt te zitten, trekt u met de stinger tegen de staaf los, hetzij van de steekklem of het lasmetaal. Als de boog verloren is gegaan omdat u de elektrode te ver van het oppervlak van het metaal beweegt, stop dan het proces en reinig de slak van de plek die u aan het lassen bent, dus wanneer u de boog opnieuw aantrekt om door te gaan, zal er geen slak in het lasgebied zijn om de nieuwe las te vervuilen, begint u vanaf de plaats waar de boog verloren of gebroken was. Leg nooit een nieuwe kraal over bestaande slakken, omdat dit materiaal in het boogplasma zal smelten en door de nieuwe laag metaal die u plaatst, borrelen, resulterend in een zwakke en vuile las. -
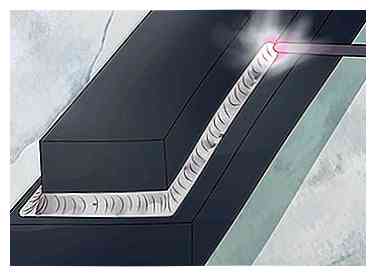
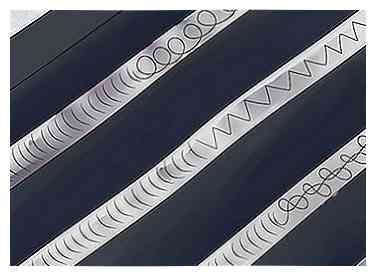 15 Oefen met het verplaatsen van de elektrode in een vegen beweging om een bredere kraal te maken. Hiermee kunt u meer van de las in één keer vullen, waardoor een schonere en meer solide las ontstaat. De elektrode wordt bewogen in een zijwaartse beweging terwijl deze langs het laspad wordt getrokken, ofwel in a zig-zag, gebogen of figuur acht beweging.
15 Oefen met het verplaatsen van de elektrode in een vegen beweging om een bredere kraal te maken. Hiermee kunt u meer van de las in één keer vullen, waardoor een schonere en meer solide las ontstaat. De elektrode wordt bewogen in een zijwaartse beweging terwijl deze langs het laspad wordt getrokken, ofwel in a zig-zag, gebogen of figuur acht beweging. -
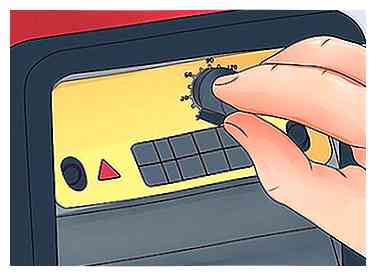 16 Pas de uitgangsstroomsterkte van uw lasapparaat aan het materiaal aan dat u aan het lassen bent en de gewenste penetratie van de boog. Als u merkt dat de afgewerkte lasrups putjes bevat, met diepe kratering aan de randen van de rand, of het aangrenzende metaal eenvoudig wordt weggesmolten of weggebrand, verminder dan stapsgewijs de stroomsterkte totdat de toestand is gecorrigeerd. Als u daarentegen moeite hebt met het raken of behouden van een boog, moet u mogelijk de stroomsterkte verhogen.
16 Pas de uitgangsstroomsterkte van uw lasapparaat aan het materiaal aan dat u aan het lassen bent en de gewenste penetratie van de boog. Als u merkt dat de afgewerkte lasrups putjes bevat, met diepe kratering aan de randen van de rand, of het aangrenzende metaal eenvoudig wordt weggesmolten of weggebrand, verminder dan stapsgewijs de stroomsterkte totdat de toestand is gecorrigeerd. Als u daarentegen moeite hebt met het raken of behouden van een boog, moet u mogelijk de stroomsterkte verhogen. -
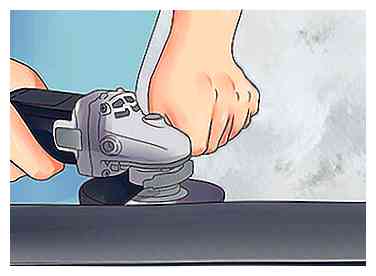
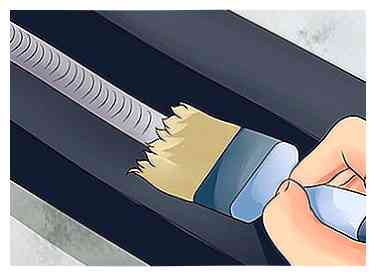
 17 Reinig je voltooide las. Nadat u klaar bent met lassen, wilt u misschien de slak verwijderen en uw las opruimen om de verf beter te laten hechten, of gewoon om cosmetische redenen. Spoel de slakken af en bestrijk ze met een draad om vreemd materiaal en resterende slak te verwijderen. Als het oppervlak vlak moet zijn om het stuk dat u aan een ander stuk hebt gelast, te kunnen monteren, gebruikt u een haakse slijper om het bovenste of bovenste deel van de hiel te verwijderen. Een schone las, vooral na het slijpen plat, is gemakkelijker te onderzoeken om te zien of putjes, puddelen of andere defecten zijn ontstaan tijdens het lassen.
17 Reinig je voltooide las. Nadat u klaar bent met lassen, wilt u misschien de slak verwijderen en uw las opruimen om de verf beter te laten hechten, of gewoon om cosmetische redenen. Spoel de slakken af en bestrijk ze met een draad om vreemd materiaal en resterende slak te verwijderen. Als het oppervlak vlak moet zijn om het stuk dat u aan een ander stuk hebt gelast, te kunnen monteren, gebruikt u een haakse slijper om het bovenste of bovenste deel van de hiel te verwijderen. Een schone las, vooral na het slijpen plat, is gemakkelijker te onderzoeken om te zien of putjes, puddelen of andere defecten zijn ontstaan tijdens het lassen. -
 18 Verf uw las met een geschikte roest-preventieve primer om het tegen corrosie te beschermen. Vers gelast metaal zal vrij snel corroderen als het wordt blootgesteld aan de elementen, aangezien het eigenlijke basismetaal direct wordt blootgesteld aan vocht.
18 Verf uw las met een geschikte roest-preventieve primer om het tegen corrosie te beschermen. Vers gelast metaal zal vrij snel corroderen als het wordt blootgesteld aan de elementen, aangezien het eigenlijke basismetaal direct wordt blootgesteld aan vocht.
 1 Begrijp het proces van afgeschermd Metal Arc Welding. Een elektrische boog wordt gevormd aan het uiteinde van de lasstaaf wanneer een stroom over een luchtspleet loopt en gaat door het geaarde metaal dat wordt gelast. Hier zijn enkele van de termen en hun beschrijvingen gebruikt in dit artikel:
1 Begrijp het proces van afgeschermd Metal Arc Welding. Een elektrische boog wordt gevormd aan het uiteinde van de lasstaaf wanneer een stroom over een luchtspleet loopt en gaat door het geaarde metaal dat wordt gelast. Hier zijn enkele van de termen en hun beschrijvingen gebruikt in dit artikel:  2 Leer de stappen voor het maken van een succesvolle las. Lassen is meer dan een lasstaaf over een stuk staal slepen en het aan een ander lijmen. Het proces begint met het correct aanbrengen en beveiligen van de werkstukkenof metaal dat moet worden gelast, samen. Voor dikkere stukken wilt u mogelijk een afschuining slijpen, zodat volgende parels in de groef kunnen worden geplaatst om deze volledig te vullen met een solide las. Hier zijn de basisstappen voor het voltooien van een eenvoudige las.
2 Leer de stappen voor het maken van een succesvolle las. Lassen is meer dan een lasstaaf over een stuk staal slepen en het aan een ander lijmen. Het proces begint met het correct aanbrengen en beveiligen van de werkstukkenof metaal dat moet worden gelast, samen. Voor dikkere stukken wilt u mogelijk een afschuining slijpen, zodat volgende parels in de groef kunnen worden geplaatst om deze volledig te vullen met een solide las. Hier zijn de basisstappen voor het voltooien van een eenvoudige las.  3 Verzamel de gereedschappen en materialen die je nodig hebt om te beginnen met lassen. Dit betekent de lasmachine, elektroden, kabels en klemmen en het te lassen metaal.
3 Verzamel de gereedschappen en materialen die je nodig hebt om te beginnen met lassen. Dit betekent de lasmachine, elektroden, kabels en klemmen en het te lassen metaal.  4 Stel een veilige werkruimte in, bij voorkeur met een tafel gemaakt van staal of ander niet-brandbaar materiaal. Om te oefenen, een paar stukken zacht staal, tenminste
4 Stel een veilige werkruimte in, bij voorkeur met een tafel gemaakt van staal of ander niet-brandbaar materiaal. Om te oefenen, een paar stukken zacht staal, tenminste  5 Bereid het te lassen metaal voor. Als het metaal uit twee stukken bestaat die moeten worden samengevoegd in het lasproces, moet u dit mogelijk doen prep, of las prep door een schuine rand aan de zijkanten te slijpen die moeten worden samengevoegd. Dit zorgt voor voldoende doordringen van de lasboog om beide zijden in gesmolten toestand te smelten, zodat het vulmetaal door de doorsnededikte van het metaal bindt. Op zijn minst moet u verf, vet, roest of andere verontreinigingen verwijderen, zodat u tijdens het lassen met een schone plas gesmolten metaal werkt.
5 Bereid het te lassen metaal voor. Als het metaal uit twee stukken bestaat die moeten worden samengevoegd in het lasproces, moet u dit mogelijk doen prep, of las prep door een schuine rand aan de zijkanten te slijpen die moeten worden samengevoegd. Dit zorgt voor voldoende doordringen van de lasboog om beide zijden in gesmolten toestand te smelten, zodat het vulmetaal door de doorsnededikte van het metaal bindt. Op zijn minst moet u verf, vet, roest of andere verontreinigingen verwijderen, zodat u tijdens het lassen met een schone plas gesmolten metaal werkt.  6 Bevestig klemmen om uw metalen stukken bij elkaar te houden, indien nodig. De tangen van het vergrendelingstype, de klemmen "C", een bankschroef of veerbelasterklemmen werken meestal. Voor speciale projecten zult u merken dat u verschillende technieken moet aanpassen om de werkstukken te beveiligen totdat ze worden samengevoegd.
6 Bevestig klemmen om uw metalen stukken bij elkaar te houden, indien nodig. De tangen van het vergrendelingstype, de klemmen "C", een bankschroef of veerbelasterklemmen werken meestal. Voor speciale projecten zult u merken dat u verschillende technieken moet aanpassen om de werkstukken te beveiligen totdat ze worden samengevoegd.  7 Bevestig de grondklem aan het grotere stuk materiaal dat wordt gelast. Zorg ervoor dat er een schone locatie is, zodat het elektrische circuit kan worden voltooid met minimale weerstand op de grondlocatie. Nogmaals, roest of verf zal de aarding van uw werkstuk verstoren, waardoor het moeilijk wordt om een boog te maken wanneer u begint met lassen.
7 Bevestig de grondklem aan het grotere stuk materiaal dat wordt gelast. Zorg ervoor dat er een schone locatie is, zodat het elektrische circuit kan worden voltooid met minimale weerstand op de grondlocatie. Nogmaals, roest of verf zal de aarding van uw werkstuk verstoren, waardoor het moeilijk wordt om een boog te maken wanneer u begint met lassen.  8 Selecteer het juiste staaf- en stroombereik voor het werk dat u probeert. Als voorbeeld,
8 Selecteer het juiste staaf- en stroombereik voor het werk dat u probeert. Als voorbeeld,  9 Schakel uw lasapparaat in. U moet een zoemend geluid van de transformator horen. Het geluid van de draaiende ventilator kan wel of niet worden gehoord. Sommige lasmachineventilators werken alleen als de machine moet worden gekoeld.Als u dat niet doet, moet u wellicht het circuit dat uw stroom levert en de stroomonderbrekers in de paneeldoos controleren. Lasmachines hebben een aanzienlijk vermogen nodig om te werken, vaak een speciaal circuit met een vermogen van 60 ampère of meer bij 240 volt.
9 Schakel uw lasapparaat in. U moet een zoemend geluid van de transformator horen. Het geluid van de draaiende ventilator kan wel of niet worden gehoord. Sommige lasmachineventilators werken alleen als de machine moet worden gekoeld.Als u dat niet doet, moet u wellicht het circuit dat uw stroom levert en de stroomonderbrekers in de paneeldoos controleren. Lasmachines hebben een aanzienlijk vermogen nodig om te werken, vaak een speciaal circuit met een vermogen van 60 ampère of meer bij 240 volt.  10 Houd de stinger in je dominante hand door de geïsoleerde handgreep, met de stang in een positie zodat het slaan van het uiteinde ervan tegen de plaat die je aan het lassen bent zo natuurlijk mogelijk zal zijn. Houd uw lasscherm net hoog genoeg, zodat u kunt zien hoe de elektrode zich binnen een paar centimeter van het werkstuk bevindt, klaar om naar binnen te klappen om uw ogen te beschermen. Misschien wil je oefenen met het kloppen van de elektrode tegen het lasmetaal om de het gevoel hebben voordat je de stroom inschakelt, maar sla nooit een elektrische boog zonder uw ogen te beschermen.
10 Houd de stinger in je dominante hand door de geïsoleerde handgreep, met de stang in een positie zodat het slaan van het uiteinde ervan tegen de plaat die je aan het lassen bent zo natuurlijk mogelijk zal zijn. Houd uw lasscherm net hoog genoeg, zodat u kunt zien hoe de elektrode zich binnen een paar centimeter van het werkstuk bevindt, klaar om naar binnen te klappen om uw ogen te beschermen. Misschien wil je oefenen met het kloppen van de elektrode tegen het lasmetaal om de het gevoel hebben voordat je de stroom inschakelt, maar sla nooit een elektrische boog zonder uw ogen te beschermen.  11 Selecteer het punt waar u uw las wilt beginnen. Plaats de punt van de staaf er dichtbij en laat de laskap op zijn plaats vallen. U wilt kraan de punt van de elektrode tegen het metaal om het elektrische circuit te voltooien, trek het dan onmiddellijk een beetje terug, om een elektrische boog tussen de elektrodetip en het te lassen metaal te creëren. Een andere manier om een boog te slaan is als het slaan van een lucifer. Deze boogopening, of luchtruimte, creëert veel weerstand in het elektrische circuit, wat de boogvlam of het plasma en de warmte produceert die nodig zijn om de elektrode en het metaal aangrenzend aan het lasgebied vloeibaar te maken.
11 Selecteer het punt waar u uw las wilt beginnen. Plaats de punt van de staaf er dichtbij en laat de laskap op zijn plaats vallen. U wilt kraan de punt van de elektrode tegen het metaal om het elektrische circuit te voltooien, trek het dan onmiddellijk een beetje terug, om een elektrische boog tussen de elektrodetip en het te lassen metaal te creëren. Een andere manier om een boog te slaan is als het slaan van een lucifer. Deze boogopening, of luchtruimte, creëert veel weerstand in het elektrische circuit, wat de boogvlam of het plasma en de warmte produceert die nodig zijn om de elektrode en het metaal aangrenzend aan het lasgebied vloeibaar te maken.  12 Sla de elektrode tegen het oppervlak van het metaal en trek het iets naar achteren als je een elektrische boog ziet. Dit kost veel oefening, omdat verschillende elektrodendiameters en lasstroomsterkten een andere opening vereisen tussen de tip van de elektrode en het werkstuk, maar als u de opening stabiel kunt houden, zal er een continue elektrische boog optreden van de elektrode naar de werk stuk. Typisch zou de boogspleet niet groter moeten zijn dan de elektrodediameter. Oefen het stabiliseren van de boog door de elektrode ongeveer 1/8 tot 3/16 inch van het werkstuk te houden en begin dan te bewegen langs het pad dat u wilt lassen. Terwijl je de elektrode beweegt, smelt het metaal weg, vult het smeltbad en bouwt je je las.
12 Sla de elektrode tegen het oppervlak van het metaal en trek het iets naar achteren als je een elektrische boog ziet. Dit kost veel oefening, omdat verschillende elektrodendiameters en lasstroomsterkten een andere opening vereisen tussen de tip van de elektrode en het werkstuk, maar als u de opening stabiel kunt houden, zal er een continue elektrische boog optreden van de elektrode naar de werk stuk. Typisch zou de boogspleet niet groter moeten zijn dan de elektrodediameter. Oefen het stabiliseren van de boog door de elektrode ongeveer 1/8 tot 3/16 inch van het werkstuk te houden en begin dan te bewegen langs het pad dat u wilt lassen. Terwijl je de elektrode beweegt, smelt het metaal weg, vult het smeltbad en bouwt je je las.  13 Oefen het reizen over het pad van uw las met de elektrode totdat u een consistente boog kunt behouden, met een constante snelheid beweegt, en in lijn met het pad dat u wilt lassen. Wanneer u het beheersen van de boog onder de knie hebt, begint u te oefenen met het leggen of het opbouwen van de lasrups. Dit is de aanbreng van metaal dat de twee stukken verbindt die u aan elkaar las. De techniek die u gebruikt voor het leggen van uw kraal hangt af van de breedte van de opening (als die er is) die u opvult en van de diepte die u wilt dat de lasnaad binnendringt. Hoe langzamer u de elektrode beweegt, hoe dieper de las in de metalen werkstukken zal gaan en hoe meer u een brede baan maakt, hoe meer u zigzagt of de tip van de elektrode verwijdt, hoe breder de kraal die u gaat opleggen.
13 Oefen het reizen over het pad van uw las met de elektrode totdat u een consistente boog kunt behouden, met een constante snelheid beweegt, en in lijn met het pad dat u wilt lassen. Wanneer u het beheersen van de boog onder de knie hebt, begint u te oefenen met het leggen of het opbouwen van de lasrups. Dit is de aanbreng van metaal dat de twee stukken verbindt die u aan elkaar las. De techniek die u gebruikt voor het leggen van uw kraal hangt af van de breedte van de opening (als die er is) die u opvult en van de diepte die u wilt dat de lasnaad binnendringt. Hoe langzamer u de elektrode beweegt, hoe dieper de las in de metalen werkstukken zal gaan en hoe meer u een brede baan maakt, hoe meer u zigzagt of de tip van de elektrode verwijdt, hoe breder de kraal die u gaat opleggen.  14 Houd de boog vast terwijl u langs de las beweegt die u maakt. Als de elektrode tegen het metaal slaat en vast komt te zitten, trekt u met de stinger tegen de staaf los, hetzij van de steekklem of het lasmetaal. Als de boog verloren is gegaan omdat u de elektrode te ver van het oppervlak van het metaal beweegt, stop dan het proces en reinig de slak van de plek die u aan het lassen bent, dus wanneer u de boog opnieuw aantrekt om door te gaan, zal er geen slak in het lasgebied zijn om de nieuwe las te vervuilen, begint u vanaf de plaats waar de boog verloren of gebroken was. Leg nooit een nieuwe kraal over bestaande slakken, omdat dit materiaal in het boogplasma zal smelten en door de nieuwe laag metaal die u plaatst, borrelen, resulterend in een zwakke en vuile las.
14 Houd de boog vast terwijl u langs de las beweegt die u maakt. Als de elektrode tegen het metaal slaat en vast komt te zitten, trekt u met de stinger tegen de staaf los, hetzij van de steekklem of het lasmetaal. Als de boog verloren is gegaan omdat u de elektrode te ver van het oppervlak van het metaal beweegt, stop dan het proces en reinig de slak van de plek die u aan het lassen bent, dus wanneer u de boog opnieuw aantrekt om door te gaan, zal er geen slak in het lasgebied zijn om de nieuwe las te vervuilen, begint u vanaf de plaats waar de boog verloren of gebroken was. Leg nooit een nieuwe kraal over bestaande slakken, omdat dit materiaal in het boogplasma zal smelten en door de nieuwe laag metaal die u plaatst, borrelen, resulterend in een zwakke en vuile las.  15 Oefen met het verplaatsen van de elektrode in een vegen beweging om een bredere kraal te maken. Hiermee kunt u meer van de las in één keer vullen, waardoor een schonere en meer solide las ontstaat. De elektrode wordt bewogen in een zijwaartse beweging terwijl deze langs het laspad wordt getrokken, ofwel in a zig-zag, gebogen of figuur acht beweging.
15 Oefen met het verplaatsen van de elektrode in een vegen beweging om een bredere kraal te maken. Hiermee kunt u meer van de las in één keer vullen, waardoor een schonere en meer solide las ontstaat. De elektrode wordt bewogen in een zijwaartse beweging terwijl deze langs het laspad wordt getrokken, ofwel in a zig-zag, gebogen of figuur acht beweging.  16 Pas de uitgangsstroomsterkte van uw lasapparaat aan het materiaal aan dat u aan het lassen bent en de gewenste penetratie van de boog. Als u merkt dat de afgewerkte lasrups putjes bevat, met diepe kratering aan de randen van de rand, of het aangrenzende metaal eenvoudig wordt weggesmolten of weggebrand, verminder dan stapsgewijs de stroomsterkte totdat de toestand is gecorrigeerd. Als u daarentegen moeite hebt met het raken of behouden van een boog, moet u mogelijk de stroomsterkte verhogen.
16 Pas de uitgangsstroomsterkte van uw lasapparaat aan het materiaal aan dat u aan het lassen bent en de gewenste penetratie van de boog. Als u merkt dat de afgewerkte lasrups putjes bevat, met diepe kratering aan de randen van de rand, of het aangrenzende metaal eenvoudig wordt weggesmolten of weggebrand, verminder dan stapsgewijs de stroomsterkte totdat de toestand is gecorrigeerd. Als u daarentegen moeite hebt met het raken of behouden van een boog, moet u mogelijk de stroomsterkte verhogen.  17 Reinig je voltooide las. Nadat u klaar bent met lassen, wilt u misschien de slak verwijderen en uw las opruimen om de verf beter te laten hechten, of gewoon om cosmetische redenen. Spoel de slakken af en bestrijk ze met een draad om vreemd materiaal en resterende slak te verwijderen. Als het oppervlak vlak moet zijn om het stuk dat u aan een ander stuk hebt gelast, te kunnen monteren, gebruikt u een haakse slijper om het bovenste of bovenste deel van de hiel te verwijderen. Een schone las, vooral na het slijpen plat, is gemakkelijker te onderzoeken om te zien of putjes, puddelen of andere defecten zijn ontstaan tijdens het lassen.
17 Reinig je voltooide las. Nadat u klaar bent met lassen, wilt u misschien de slak verwijderen en uw las opruimen om de verf beter te laten hechten, of gewoon om cosmetische redenen. Spoel de slakken af en bestrijk ze met een draad om vreemd materiaal en resterende slak te verwijderen. Als het oppervlak vlak moet zijn om het stuk dat u aan een ander stuk hebt gelast, te kunnen monteren, gebruikt u een haakse slijper om het bovenste of bovenste deel van de hiel te verwijderen. Een schone las, vooral na het slijpen plat, is gemakkelijker te onderzoeken om te zien of putjes, puddelen of andere defecten zijn ontstaan tijdens het lassen.  18 Verf uw las met een geschikte roest-preventieve primer om het tegen corrosie te beschermen. Vers gelast metaal zal vrij snel corroderen als het wordt blootgesteld aan de elementen, aangezien het eigenlijke basismetaal direct wordt blootgesteld aan vocht.
18 Verf uw las met een geschikte roest-preventieve primer om het tegen corrosie te beschermen. Vers gelast metaal zal vrij snel corroderen als het wordt blootgesteld aan de elementen, aangezien het eigenlijke basismetaal direct wordt blootgesteld aan vocht. Facebook
Twitter
Google+