 Minotauromaquia
Minotauromaquia
Hoewel PVC de meest gebruikelijke niet-metalen afvoerbuizen is die in de Verenigde Staten worden gebruikt, is PPR (willekeurig polypropyleencopolymeer) het standaard buismateriaal in vele andere delen van de wereld. In plaats van PVC-cement worden PPR-verbindingen verwarmd door een speciaal smeltwerktuig en in wezen in één stuk gesmolten. Als het correct is gemaakt met de juiste apparatuur, zal er nooit een PPR-verbinding lekken.
Deel een van de drie:
De Fusion Tool verwarmen en de buis voorbereiden
-
 1 Plaats de sockets van het juiste formaat op de fusion-tool. De meeste PPR-fusietools worden geleverd met paren mannelijke en vrouwelijke sockets van verschillende groottes, die overeenkomen met de gebruikelijke PPR-buisdiameters. Als u dus een PPR-buis met een diameter van 50 millimeter (2,0 in) gebruikt, kiest u het socketpaar gemarkeerd voor 50 mm.[1]
1 Plaats de sockets van het juiste formaat op de fusion-tool. De meeste PPR-fusietools worden geleverd met paren mannelijke en vrouwelijke sockets van verschillende groottes, die overeenkomen met de gebruikelijke PPR-buisdiameters. Als u dus een PPR-buis met een diameter van 50 millimeter (2,0 in) gebruikt, kiest u het socketpaar gemarkeerd voor 50 mm.[1] - Handheld fusion-gereedschappen kunnen overweg met PPR-leidingen van 16 tot 63 millimeter (0,63 tot 2,48 inch), terwijl op een tafel gemonteerde modellen buizen kunnen verwerken tot ten minste 110 millimeter (4,3 inch).[2]
- U kunt online verschillende modellen van PPR-fusietools vinden, van een prijs van ongeveer $ 50 tot meer dan $ 500 USD.
-
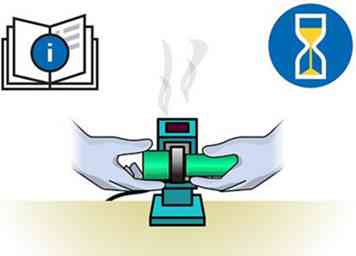
 2 Steek de fusion-tool in om de sockets te verwarmen. De meeste fusietools worden aangesloten op een standaard 110v stopcontact. Het gereedschap wordt onmiddellijk met verwarmen gestart of u moet een aan / uit-schakelaar inschakelen. Modellen variëren, maar het duurt waarschijnlijk enkele minuten voordat het gereedschap de contactdozen heeft verwarmd tot de vereiste temperatuur.[3]
2 Steek de fusion-tool in om de sockets te verwarmen. De meeste fusietools worden aangesloten op een standaard 110v stopcontact. Het gereedschap wordt onmiddellijk met verwarmen gestart of u moet een aan / uit-schakelaar inschakelen. Modellen variëren, maar het duurt waarschijnlijk enkele minuten voordat het gereedschap de contactdozen heeft verwarmd tot de vereiste temperatuur.[3] - Wees voorzichtig met een hete fusie-tool en zorg ervoor dat iedereen in de buurt weet dat hij aanstaat en warm is. De stopcontacten bereiken temperaturen van meer dan 250 ° C (482 ° F) en kunnen ernstige brandwonden veroorzaken.
-
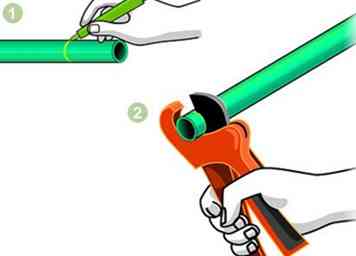 3 Trim je pijp op lengte met een gladde, zuivere snit. Terwijl het fusie-instrument opwarmt, markeert en snijdt u uw pijp op de gewenste lengte. Veel fusietool-sets worden geleverd met een pijpsnijder met een trigger- of knijptang. Bij gebruik volgens de aanwijzingen, zullen deze zorgen voor vloeiende, gelijkmatige sneden in PPR die ideaal zijn voor smeltlassen.[4]
3 Trim je pijp op lengte met een gladde, zuivere snit. Terwijl het fusie-instrument opwarmt, markeert en snijdt u uw pijp op de gewenste lengte. Veel fusietool-sets worden geleverd met een pijpsnijder met een trigger- of knijptang. Bij gebruik volgens de aanwijzingen, zullen deze zorgen voor vloeiende, gelijkmatige sneden in PPR die ideaal zijn voor smeltlassen.[4] - PPR-buis kan ook worden gesneden met een verscheidenheid aan hand- of krachtzagen of wielvormige pijpsnijders. Zorg er echter voor dat de sneden zo gelijkmatig en gelijkmatig mogelijk zijn en verwijder eventuele bramen met een fijn schuurpapier.
-
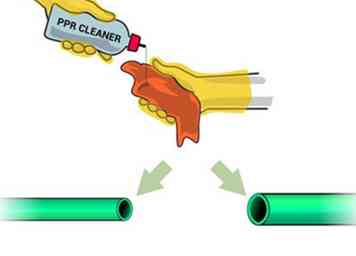 4 Reinig de PPR-stukken met een doek en de aanbevolen reiniger. Uw fusion-toolkit zal waarschijnlijk een specifieke reiniger aanbevelen voor gebruik met een PPR-pijp. Gebruik deze reiniger zoals aangegeven aan de buitenkant van de buis en de binnenkant van de fitting die moet worden samengevoegd. Laat de stukken een paar seconden drogen.[5]
4 Reinig de PPR-stukken met een doek en de aanbevolen reiniger. Uw fusion-toolkit zal waarschijnlijk een specifieke reiniger aanbevelen voor gebruik met een PPR-pijp. Gebruik deze reiniger zoals aangegeven aan de buitenkant van de buis en de binnenkant van de fitting die moet worden samengevoegd. Laat de stukken een paar seconden drogen.[5] - Als u niet weet welk type reinigingsmiddel u moet gebruiken, neemt u contact op met de fabrikant van uw fusietool.
-
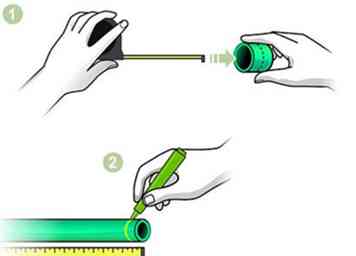 5 Markeer de lasdiepte op het verbindingsuiteinde van de buis. Uw fusietoolenset zal waarschijnlijk worden geleverd met een sjabloon voor het markeren van de juiste lasdieptes op verschillende diameters van de PPR-buis. Gebruik een potlood om het overeenkomstige teken op de pijp te maken.[6]
5 Markeer de lasdiepte op het verbindingsuiteinde van de buis. Uw fusietoolenset zal waarschijnlijk worden geleverd met een sjabloon voor het markeren van de juiste lasdieptes op verschillende diameters van de PPR-buis. Gebruik een potlood om het overeenkomstige teken op de pijp te maken.[6] - U kunt ook een meetlint in de buisfitting bevestigen die u gebruikt (bijvoorbeeld een elleboogfitting van 90 graden) totdat deze de kleine rand in de fitting raakt. Trek 1 millimeter (0.039 in) van deze dieptemeting af en markeer deze als de lasdiepte op uw buis.[7]
-
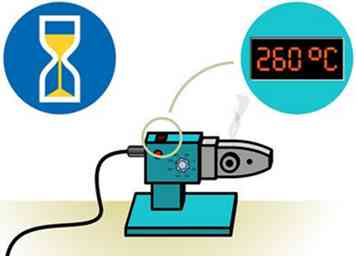 6 Controleer of het fusietool volledig is verwarmd. Veel fusie-instrumenten hebben een display dat aangeeft wanneer het gereedschap is verwarmd en klaar is om te gebruiken. De doeltemperatuur is typisch 260 ° C (500 ° F).[8]
6 Controleer of het fusietool volledig is verwarmd. Veel fusie-instrumenten hebben een display dat aangeeft wanneer het gereedschap is verwarmd en klaar is om te gebruiken. De doeltemperatuur is typisch 260 ° C (500 ° F).[8] - Als uw fusietool geen temperatuurdisplay heeft, kunt u een sondestijl of infraroodthermometer gebruiken om de temperatuur op de sockets af te lezen.
- U kunt ook temperatuurindicatie-sticks (bijv. Tempilstik) kopen in laswinkels. Kies stokken die smelten bij 260 ° C (500 ° F) en raak een aan op elke houder.[9]
 1 Plaats de sockets van het juiste formaat op de fusion-tool. De meeste PPR-fusietools worden geleverd met paren mannelijke en vrouwelijke sockets van verschillende groottes, die overeenkomen met de gebruikelijke PPR-buisdiameters. Als u dus een PPR-buis met een diameter van 50 millimeter (2,0 in) gebruikt, kiest u het socketpaar gemarkeerd voor 50 mm.[1]
1 Plaats de sockets van het juiste formaat op de fusion-tool. De meeste PPR-fusietools worden geleverd met paren mannelijke en vrouwelijke sockets van verschillende groottes, die overeenkomen met de gebruikelijke PPR-buisdiameters. Als u dus een PPR-buis met een diameter van 50 millimeter (2,0 in) gebruikt, kiest u het socketpaar gemarkeerd voor 50 mm.[1]  2 Steek de fusion-tool in om de sockets te verwarmen. De meeste fusietools worden aangesloten op een standaard 110v stopcontact. Het gereedschap wordt onmiddellijk met verwarmen gestart of u moet een aan / uit-schakelaar inschakelen. Modellen variëren, maar het duurt waarschijnlijk enkele minuten voordat het gereedschap de contactdozen heeft verwarmd tot de vereiste temperatuur.[3]
2 Steek de fusion-tool in om de sockets te verwarmen. De meeste fusietools worden aangesloten op een standaard 110v stopcontact. Het gereedschap wordt onmiddellijk met verwarmen gestart of u moet een aan / uit-schakelaar inschakelen. Modellen variëren, maar het duurt waarschijnlijk enkele minuten voordat het gereedschap de contactdozen heeft verwarmd tot de vereiste temperatuur.[3]  3 Trim je pijp op lengte met een gladde, zuivere snit. Terwijl het fusie-instrument opwarmt, markeert en snijdt u uw pijp op de gewenste lengte. Veel fusietool-sets worden geleverd met een pijpsnijder met een trigger- of knijptang. Bij gebruik volgens de aanwijzingen, zullen deze zorgen voor vloeiende, gelijkmatige sneden in PPR die ideaal zijn voor smeltlassen.[4]
3 Trim je pijp op lengte met een gladde, zuivere snit. Terwijl het fusie-instrument opwarmt, markeert en snijdt u uw pijp op de gewenste lengte. Veel fusietool-sets worden geleverd met een pijpsnijder met een trigger- of knijptang. Bij gebruik volgens de aanwijzingen, zullen deze zorgen voor vloeiende, gelijkmatige sneden in PPR die ideaal zijn voor smeltlassen.[4]  4 Reinig de PPR-stukken met een doek en de aanbevolen reiniger. Uw fusion-toolkit zal waarschijnlijk een specifieke reiniger aanbevelen voor gebruik met een PPR-pijp. Gebruik deze reiniger zoals aangegeven aan de buitenkant van de buis en de binnenkant van de fitting die moet worden samengevoegd. Laat de stukken een paar seconden drogen.[5]
4 Reinig de PPR-stukken met een doek en de aanbevolen reiniger. Uw fusion-toolkit zal waarschijnlijk een specifieke reiniger aanbevelen voor gebruik met een PPR-pijp. Gebruik deze reiniger zoals aangegeven aan de buitenkant van de buis en de binnenkant van de fitting die moet worden samengevoegd. Laat de stukken een paar seconden drogen.[5]  5 Markeer de lasdiepte op het verbindingsuiteinde van de buis. Uw fusietoolenset zal waarschijnlijk worden geleverd met een sjabloon voor het markeren van de juiste lasdieptes op verschillende diameters van de PPR-buis. Gebruik een potlood om het overeenkomstige teken op de pijp te maken.[6]
5 Markeer de lasdiepte op het verbindingsuiteinde van de buis. Uw fusietoolenset zal waarschijnlijk worden geleverd met een sjabloon voor het markeren van de juiste lasdieptes op verschillende diameters van de PPR-buis. Gebruik een potlood om het overeenkomstige teken op de pijp te maken.[6]  6 Controleer of het fusietool volledig is verwarmd. Veel fusie-instrumenten hebben een display dat aangeeft wanneer het gereedschap is verwarmd en klaar is om te gebruiken. De doeltemperatuur is typisch 260 ° C (500 ° F).[8]
6 Controleer of het fusietool volledig is verwarmd. Veel fusie-instrumenten hebben een display dat aangeeft wanneer het gereedschap is verwarmd en klaar is om te gebruiken. De doeltemperatuur is typisch 260 ° C (500 ° F).[8] Tweede deel van de drie:
De pijp verwarmen en aanpassen aan de Fusion Tool
-
 1 Bescherm je huid tegen de zeer hete fusie-tool. Breng hittebestendige werkhandschoenen en lange mouwen aan voordat u de PPR-buis op het smeltapparaat begint te verzachten. Bind ook los haar los en verwijder eventuele loshangende sieraden.[10]
1 Bescherm je huid tegen de zeer hete fusie-tool. Breng hittebestendige werkhandschoenen en lange mouwen aan voordat u de PPR-buis op het smeltapparaat begint te verzachten. Bind ook los haar los en verwijder eventuele loshangende sieraden.[10] - Temperaturen van meer dan 80 ° C (176 ° F) kunnen in minder dan een seconde ernstige verbranding van de huid veroorzaken, en het smeltapparaat verwarmt tot 260 ° C (500 ° F).[11]
-
 2 Druk de PPR-stukken recht in / op hun respectieve contactdozen. Als u een op een tafel gemonteerd smeltapparaat hebt, houdt u de pijp in de ene hand en de fitting in de andere zodat u ze tegelijkertijd kunt invoegen. Als u een handmatige fusion-tool hebt, plaatst u het ene stuk en het andere snel achter elkaar. Houd de stukken vast en plaats deze recht in lijn met de voetjes, niet in een hoek.[12]
2 Druk de PPR-stukken recht in / op hun respectieve contactdozen. Als u een op een tafel gemonteerd smeltapparaat hebt, houdt u de pijp in de ene hand en de fitting in de andere zodat u ze tegelijkertijd kunt invoegen. Als u een handmatige fusion-tool hebt, plaatst u het ene stuk en het andere snel achter elkaar. Houd de stukken vast en plaats deze recht in lijn met de voetjes, niet in een hoek.[12] - Duw de pijp in de vrouwelijke aansluiting totdat je de dieptemarkering bereikt die je erop hebt gezet.
- Duw de fitting op de mannelijke aansluiting totdat deze de nok of lijn op de aansluiting raakt.
-
 3 Start de verwarmingstimer, als uw model er een heeft. Veel fusietools hebben ingebouwde timers die signaleren wanneer de door u gekozen diameter van PPR klaar is om uit de sockets te worden verwijderd. Raadpleeg uw gebruikershandleiding voor instructies over het activeren van de timer.[13]
3 Start de verwarmingstimer, als uw model er een heeft. Veel fusietools hebben ingebouwde timers die signaleren wanneer de door u gekozen diameter van PPR klaar is om uit de sockets te worden verwijderd. Raadpleeg uw gebruikershandleiding voor instructies over het activeren van de timer.[13] - Bij sommige modellen kunt u eerst de juiste buisdiameter inprikken, waarna de timer automatisch wordt geactiveerd wanneer u de PPR-stukken op de sockets plaatst.
- Als uw model geen ingebouwde timer heeft, raadpleegt u de verwarmingsinstructies in de handleiding en gebruikt u een horloge of klok om het verwarmingsproces te timen.
- De verwarmingstijden kunnen variëren, waarbij buizen met een grotere diameter vaak iets langer duren dan kleinere.
-
 4 Trek de PPR-stukken recht uit de contactdozen. Net zoals wanneer u ze op hun plaats op de aansluitingen plaatst, verwijder de pijp of de fitting niet in een hoek. Anders vervorm je de verzachte, bijna kleverige PV-er.[14]
4 Trek de PPR-stukken recht uit de contactdozen. Net zoals wanneer u ze op hun plaats op de aansluitingen plaatst, verwijder de pijp of de fitting niet in een hoek. Anders vervorm je de verzachte, bijna kleverige PV-er.[14] - Trek de stukjes eraf zodra het alarm klinkt of als ze hun verwarmingstijd hebben bereikt. Anders zullen de uiteinden vervormen en smelten.
 1 Bescherm je huid tegen de zeer hete fusie-tool. Breng hittebestendige werkhandschoenen en lange mouwen aan voordat u de PPR-buis op het smeltapparaat begint te verzachten. Bind ook los haar los en verwijder eventuele loshangende sieraden.[10]
1 Bescherm je huid tegen de zeer hete fusie-tool. Breng hittebestendige werkhandschoenen en lange mouwen aan voordat u de PPR-buis op het smeltapparaat begint te verzachten. Bind ook los haar los en verwijder eventuele loshangende sieraden.[10]  2 Druk de PPR-stukken recht in / op hun respectieve contactdozen. Als u een op een tafel gemonteerd smeltapparaat hebt, houdt u de pijp in de ene hand en de fitting in de andere zodat u ze tegelijkertijd kunt invoegen. Als u een handmatige fusion-tool hebt, plaatst u het ene stuk en het andere snel achter elkaar. Houd de stukken vast en plaats deze recht in lijn met de voetjes, niet in een hoek.[12]
2 Druk de PPR-stukken recht in / op hun respectieve contactdozen. Als u een op een tafel gemonteerd smeltapparaat hebt, houdt u de pijp in de ene hand en de fitting in de andere zodat u ze tegelijkertijd kunt invoegen. Als u een handmatige fusion-tool hebt, plaatst u het ene stuk en het andere snel achter elkaar. Houd de stukken vast en plaats deze recht in lijn met de voetjes, niet in een hoek.[12]  3 Start de verwarmingstimer, als uw model er een heeft. Veel fusietools hebben ingebouwde timers die signaleren wanneer de door u gekozen diameter van PPR klaar is om uit de sockets te worden verwijderd. Raadpleeg uw gebruikershandleiding voor instructies over het activeren van de timer.[13]
3 Start de verwarmingstimer, als uw model er een heeft. Veel fusietools hebben ingebouwde timers die signaleren wanneer de door u gekozen diameter van PPR klaar is om uit de sockets te worden verwijderd. Raadpleeg uw gebruikershandleiding voor instructies over het activeren van de timer.[13]  4 Trek de PPR-stukken recht uit de contactdozen. Net zoals wanneer u ze op hun plaats op de aansluitingen plaatst, verwijder de pijp of de fitting niet in een hoek. Anders vervorm je de verzachte, bijna kleverige PV-er.[14]
4 Trek de PPR-stukken recht uit de contactdozen. Net zoals wanneer u ze op hun plaats op de aansluitingen plaatst, verwijder de pijp of de fitting niet in een hoek. Anders vervorm je de verzachte, bijna kleverige PV-er.[14] Derde deel van de drie:
De buis en de fitting in één stuk smelten
-
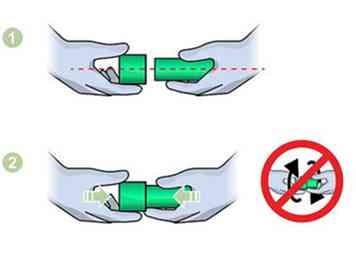 1 Druk de pijp en de fitting meteen recht op elkaar. Zodra u ze uit het smeltapparaat verwijdert, steekt u de buis recht in de fitting totdat deze de dieptelijn bereikt die erop is aangegeven. Plaats de pijp niet in een hoek en draai geen van beide stukken - duw de pijp er gewoon recht in.[15]
1 Druk de pijp en de fitting meteen recht op elkaar. Zodra u ze uit het smeltapparaat verwijdert, steekt u de buis recht in de fitting totdat deze de dieptelijn bereikt die erop is aangegeven. Plaats de pijp niet in een hoek en draai geen van beide stukken - duw de pijp er gewoon recht in.[15] - Wacht niet langer dan 3-4 seconden voordat u de stukken samenvoegt.
- Mensen verdraaien PVC-pijpstukken vaak een beetje bij het verbinden om zich rond het cement te verspreiden, maar weerstaan deze drang met PPR. U riskeert de leidingen te vervormen en / of het fusieproces te verpesten.
-
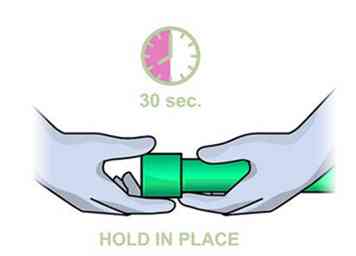 2 Houd de gesmolten pijpstukken gedurende 30 seconden op hun plaats. PPR-pijp warmt zeer snel op en koelt erg snel af. Binnen 30 seconden zijn de stukjes voldoende afgekoeld om te zijn versmolten tot één stuk PPR-buis. Je kunt dan de fused pipe neerleggen en doorgaan naar je volgende taak.[16]
2 Houd de gesmolten pijpstukken gedurende 30 seconden op hun plaats. PPR-pijp warmt zeer snel op en koelt erg snel af. Binnen 30 seconden zijn de stukjes voldoende afgekoeld om te zijn versmolten tot één stuk PPR-buis. Je kunt dan de fused pipe neerleggen en doorgaan naar je volgende taak.[16] - Als je de verbinding zou doorsnijden zodra de gesmolten buis volledig is afgekoeld, zou je niet kunnen zien waar het ene stuk eindigde en het andere begon. Ze zijn gesmolten en opnieuw gevormd tot een enkel stuk PPR-buis.
-
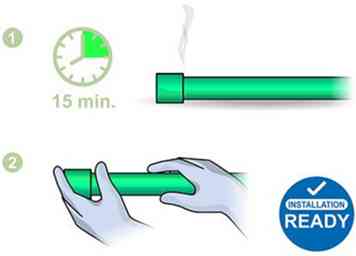 3 Breng de leiding in gebruik nadat deze volledig is afgekoeld. Nadat de gefuseerde PPR-buis opnieuw tot kamertemperatuur is afgekoeld, is deze klaar om de nominale waterdruk te weerstaan. Zodra uw sanitairsysteem volledig is geïnstalleerd, kunt u het water aanzetten en lekken controleren - maar dat zal er niet zijn![17]
3 Breng de leiding in gebruik nadat deze volledig is afgekoeld. Nadat de gefuseerde PPR-buis opnieuw tot kamertemperatuur is afgekoeld, is deze klaar om de nominale waterdruk te weerstaan. Zodra uw sanitairsysteem volledig is geïnstalleerd, kunt u het water aanzetten en lekken controleren - maar dat zal er niet zijn![17] - PPR-pijp moet binnen maximaal 10-15 minuten volledig afkoelen.
 1 Druk de pijp en de fitting meteen recht op elkaar. Zodra u ze uit het smeltapparaat verwijdert, steekt u de buis recht in de fitting totdat deze de dieptelijn bereikt die erop is aangegeven. Plaats de pijp niet in een hoek en draai geen van beide stukken - duw de pijp er gewoon recht in.[15]
1 Druk de pijp en de fitting meteen recht op elkaar. Zodra u ze uit het smeltapparaat verwijdert, steekt u de buis recht in de fitting totdat deze de dieptelijn bereikt die erop is aangegeven. Plaats de pijp niet in een hoek en draai geen van beide stukken - duw de pijp er gewoon recht in.[15]  2 Houd de gesmolten pijpstukken gedurende 30 seconden op hun plaats. PPR-pijp warmt zeer snel op en koelt erg snel af. Binnen 30 seconden zijn de stukjes voldoende afgekoeld om te zijn versmolten tot één stuk PPR-buis. Je kunt dan de fused pipe neerleggen en doorgaan naar je volgende taak.[16]
2 Houd de gesmolten pijpstukken gedurende 30 seconden op hun plaats. PPR-pijp warmt zeer snel op en koelt erg snel af. Binnen 30 seconden zijn de stukjes voldoende afgekoeld om te zijn versmolten tot één stuk PPR-buis. Je kunt dan de fused pipe neerleggen en doorgaan naar je volgende taak.[16]  3 Breng de leiding in gebruik nadat deze volledig is afgekoeld. Nadat de gefuseerde PPR-buis opnieuw tot kamertemperatuur is afgekoeld, is deze klaar om de nominale waterdruk te weerstaan. Zodra uw sanitairsysteem volledig is geïnstalleerd, kunt u het water aanzetten en lekken controleren - maar dat zal er niet zijn![17]
3 Breng de leiding in gebruik nadat deze volledig is afgekoeld. Nadat de gefuseerde PPR-buis opnieuw tot kamertemperatuur is afgekoeld, is deze klaar om de nominale waterdruk te weerstaan. Zodra uw sanitairsysteem volledig is geïnstalleerd, kunt u het water aanzetten en lekken controleren - maar dat zal er niet zijn![17] Facebook
Twitter
Google+